If you’ve been selling printed yoga mats for a while, you already know the pattern: samples look crisp, early reviews are fine, then around month 4-6,customer photos start showing faded palms and stretch-line cracking, hairline cracks across stretch lines, and the occasional edge peel. Most printing issues don’t appear during sampling or early sales — they appear after repeated cleaning and compression. This article unpacks why that happens, which method × substrate combos carry higher long‑term risk, and what experienced buyers change once they’ve lived through a cycle of complaints.
Why Printing Looks Fine at First — and Fails Later

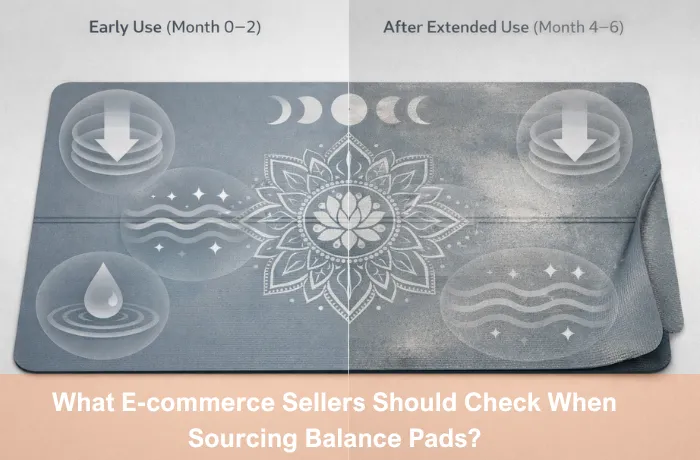
In months 0–2, usage is light and contact is concentrated in the center of the mat.
By months 3–6, routines diversify, edge contact increases, cleaning habits harden into weekly or even daily cycles, and the print film is now enduring three stress streams at once.
Here’s the simple framework buyers miss at the sample stage: what changes after month 3 isn’t the print itself—it’s the stress mix (compression + rubbing + cleaning). Once you see that mix, the failure patterns make sense.
- Cyclic compression and stretch that demand the print film deform and rebound in sync with an elastic substrate.
- Localized abrasion in high‑pressure zones (palms, forefeet, and along the center line).
- Chemistry from sweat and cleaners that can lower rub fastness and, in some systems, undermine film integrity over time.
The problem is that most factory acceptance checks don’t recreate all three stresses together—so early approvals can look “clean” while the field reality is not.For buyers, the key point isn’t the test number — it’s what the test actually simulates.Some standards focus on adhesion (such as cross-hatch tape methods), while others isolate abrasion or rubbing under dry or wet conditions. These tests are useful, but each captures only one slice of how printed mats age in real use — where compression, sweat, and repeated cleaning act together over time.
Industry standards such as ASTM D3359 (adhesion), ISO 105-X12 (rub fastness), and ASTM D4966 (abrasion) are commonly referenced for these checks.
That gap between single-mode tests and stacked real use is exactly why problems show up later, not during sampling.The short version: early life hides multi‑factor stress. Around month six, the accumulated compression + stretch + rubbing + wet cleaning reveals whether your print’s elongation, cure, and surface bond truly match the substrate and the usage pattern.
What “Printing Durability” Actually Means in Real Use
Durability Is Not Just Ink Adhesion
Strong initial adhesion is necessary but not sufficient. Real‑world printing durability on yoga mats depends on whether the printed layer can extend and recover at the same rate as the underlying TPE, PU‑coated rubber, or PVC while resisting repeated dry and wet rubbing — and do so after the ink or film has fully cured.
Three dimensions matter beyond simple bond strength:
- Extensibility and elastic recovery: If the print film can’t stretch and rebound with the substrate, micro‑cracks form along stretch lines. In stretch‑intensive uses, ink systems designed for elastomeric substrates — and fully validated cure profiles — are a must.
- Surface energy and porosity: Coatings with low surface energy or closed pores may bond poorly without priming; porous coats can absorb low‑solids systems and thin the film.
- Rub and wet rub fastness: Dry rub may pass while wet rub grades lower. ISO 105‑X12 rub fastness explicitly separates dry and wet performance; wet grades often predict how a print will look after months of sweat and wipe‑downs. See the standard family summary for ISO 105 color fastness tests, especially X12 for rubbing: ISO 105-X12 rub fastness overview.
Why Yoga Mats Stress Prints Differently Than Other Products
Once you define durability this way, the next question is why yoga mats expose prints to tougher conditions than most printed products.Think of a phone case — mostly static surface, occasional scuffs. A yoga mat is the opposite: thousands of load cycles, localized pressure from palms and feet, roll/unroll bending, and frequent wet cleaning. In mechanical‑reliability terms, you’re dealing with combined cyclic stresses rather than a single dominant mode. That’s why a print that survives a tape test can still crack or fade once the mat has been compressed, stretched, rubbed, and cleaned for months.
Common Printing Failures Buyers See After 6 Months
Fading in High‑Contact Zones
Fading almost always starts in high-contact zones—palms, forefeet, and along the center line. In real use, these areas are not only compressed more frequently, but also cleaned more aggressively.
In studio and high-use home scenarios, visible dulling or color loss often begins after roughly 50–100 cleaning cycles, especially when wet wipe-downs follow sweaty sessions. Even prints that pass dry rub checks can show accelerated wear once repeated moisture, pressure, and wiping stack together in these zones.
That’s why buyers often see customer photos highlighting palms and foot placement areas first—not random surface fade.
Cracking Along Stretch Lines
On 4–6 mm mats, you often see hairline cracks following the principal stretch direction when the print’s elongation tolerance or cure is marginal. Under a loupe, these are micro‑cracks that widen during stretch and close under compression, letting abrasion nibble away at the film over time. This is the classic “adhesion ≠ long‑term sync” lesson.
Peeling at Edges After Cleaning
Edge lift and localized peel are most common with heat‑transfer graphics on PVC/TPE‑like surfaces. Root causes are usually process‑related: incomplete cure before lamination, over‑ or under‑heating, inconsistent pressure, trapped solvents, or aggressive edge geometries. Graphics industry bulletins describe mitigations such as rigorous surface prep with IPA, accurate temperature/pressure/time windows, post‑heating and re‑squeegeeing edges, and use of edge primers when required; see the practical guidance summarized by Avery Dennison for flexible sign films: edge integrity and post‑heat guidance.Notice the pattern: these aren’t day-one defects. They’re cumulative failures—so they’re easy to miss in a quick sample check.
Why Lab Tests and Samples Don’t Reveal These Issues
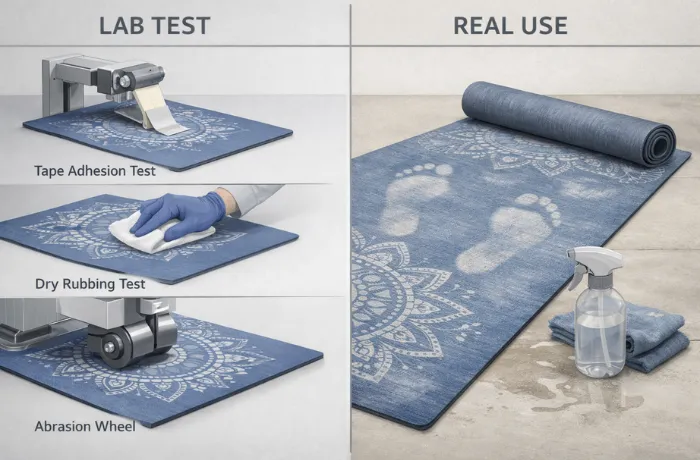
In buyer terms: most lab tests look at one problem at a time, while real yoga mats fail because many stresses happen together.
Labs are good at single variables; real users stack variables. Most factory checks run short cycles and focus on pass/fail thresholds for one mechanism at a time — adhesion by tape, dry abrasion counts, or a quick rub test. Field use combines localized compression, stretch, dry and wet rubbing, sweat exposure, and cleaning chemistry over hundreds of cycles.
Put simply, lab tests fail when they don’t mirror how mats are actually used. Reliability literature warns that accelerated tests only predict field behavior when the stressors and failure mechanisms truly match real-world use. That’s why prints can pass every factory test and still crack or fade once compression, rubbing, and cleaning stack up in daily use.Otherwise, you get clean lab passes and messy field surprises. Physics‑of‑Failure approaches recommend mapping the real mechanisms first, then constructing combined‑stress protocols and calibrating against field photo audits. For a concise view of how acceleration can diverge from field reality (in another industry, but conceptually relevant), see ANSYS’s overview on accelerated life testing and mechanism alignment: accelerated life testing and mechanism fidelity.
Most printing problems are usage‑related, not production‑visible. That’s why samples and standard lab slips won’t tell you how the print ages after months of compression and cleaning.
Printing Methods vs Long‑Term Performance
So what should you do with this insight? Start by choosing method × substrate combinations that are less sensitive to the exact stress mix your customers will create.
This section is risk‑oriented. It does not crown a “best” method; it clarifies where each approach tends to hold up — and where risk grows under heavier use.
Screen Printing: Where It Holds, Where It Fails
Screen can deliver rich, opaque graphics on TPE, PU‑coated rubber, and natural rubber. Long‑term risk rises when ink films lack elongation or are under‑cured, leading to micro‑cracking along stretch lines and localized fading in high‑contact zones. Buyers who’ve dealt with “screen printed yoga mat fading” typically tighten cure validation and reduce dense, edge‑heavy graphics in load paths.
Heat Transfer Printing: Short‑Term Sharpness vs Long‑Term Risk
Heat transfer (including film and ink transfers) often looks razor‑sharp in samples and early sales. Six months later, recurring complaints involve edge lift/peel, especially on PVC/TPE analogs that see frequent wet cleaning and thermal cycling. Process control is the lever: full ink cure before lamination, correct heat/pressure/time, immediate post‑heat on edges, and edge geometry that avoids stress concentrators. Graphics industry process notes echo these mitigations; see, for example, Avery Dennison’s flexible‑face bulletin on temperatures and finishing steps: Avery Dennison guidance on flexible graphics.
Digital Printing: Detail vs Wear Resistance
On microfiber towel‑mats (textile‑like faces), digital printing with polyurethane binders can show good wash and rub fastness when correctly finished; wet rub grades remain the stricter gate and gradual fade after many launder cycles is expected. See the PU binder context provided by Covestro’s digital printing overview for textiles, which discusses rub and wash performance under typical finishing routes: PU‑binder digital printing context.
Below is a risk‑focused comparison for quick scanning.
| Method × Substrate | Typical strengths | Common 6‑month field risks | Notes |
|---|---|---|---|
| Screen × TPE/PU/rubber | Opaque color, scalable production | Micro‑cracks on stretch lines; localized fading in high‑contact zones | Validate elongation/cure; avoid dense graphics where mats flex most. |
| Heat transfer × PVC/TPE | Sharp edges and color, great samples | Edge lift/peel amplified by wet cleaning and heat cycling | Tighten surface prep, cure before lam, post‑heat edges; watch edge geometry. |
| Digital × microfiber towel‑mat | Fine detail; good wash/rub with PU binders | Wet‑rub grades lower than dry; gradual launder fade | Treat like textiles; define acceptable visual fade bands. |
The same method can look “fine” or “fragile” depending on how hard the mat is used and cleaned—so usage intensity is the multiplier.
How Usage Intensity Accelerates Printing Wear
Home Use vs Studio Use
The same printed yoga mat can age very differently depending on where it’s used.
In home settings, mats are typically cleaned weekly or even less often, and total load cycles accumulate slowly. Under these conditions, printing often looks acceptable well beyond six months.
In studios, the pattern changes. Daily wipe-downs—sometimes multiple times per day—combine with high-frequency compression and sweat exposure. That shift from weekly cleaning to daily sanitization dramatically increases wet-rub and edge stress, which is why prints that look fine in home use can show visible fading or micro-cracking much earlier in studio environments.
Cleaning Frequency as a Hidden Risk Factor
Wet wipe‑downs are both mechanical and chemical stress. In color fastness tests, wet rub typically grades lower than dry rub; in the field, frequent cleaning accelerates gloss change, dye transfer, and edge challenges for films. When you negotiate specs, tie appearance expectations to realistic cleaning cadence.
Sweat, Oils, and Surface Chemistry
Artificial perspiration tests for textiles (e.g., ISO 105‑E04; AATCC TM15) exist because sweat chemistry affects color change and rub behavior. While yoga mats aren’t garments, the wet‑rub sensitivity and potential for moisture‑assisted degradation are real. Polymer literature also notes that polyurethane systems can hydrolyze under moisture and heat over time, and that PVC plasticizer migration can influence interfaces. Treat these as context — not direct predictions — and validate on your actual construction. For background on perspiration fastness frameworks, see AATCC’s method index: AATCC perspiration fastness framework.That’s why experienced buyers stop asking “does it pass a test?” and start asking “does it stay acceptable under our cleaning and use pattern?”
What Experienced Buyers Change After the First 6 Months
- They stop approving based on a single clean sample. Approval shifts to a combined‑stress mini‑protocol (compression cycles + rub + wet cleaning) and a photo‑based acceptance band for “studio use” vs “home use.”
- They ask upfront about cleaning and use scenarios. Service scripts explain that “yoga mat print durability” depends on use intensity and cleaning habits, and that some visual wear is normal under heavy studio use.
- They accept that “pattern life ≠ mat life.” The substrate can remain structurally sound while the print ages visually faster; warranties and product pages reflect that distinction.
How to Reduce Printing Complaints Before Production
At this stage, experienced buyers stop thinking in checklists and start thinking in decision logic.
The goal isn’t to eliminate wear — it’s to define what“acceptable wear” looks like, then choose methods, graphics, and QC that match that target.
- Define end use and appearance thresholds Decide whether the mat is primarily for home or studio. Write an appearance threshold such as: “After six months of studio use, no visible edge lift >0.5 mm, no cracking visible at 30 cm, and no wet‑rub color transfer exceeding Grade 3.”
- Choose compatible method × substrate × artwork If you can’t accept visible edge changes, avoid edge‑heavy heat‑transfer geometries on PVC/TPE for studio duty. If you need large, continuous floods on elastic surfaces, validate screen inks with high elongation and proven cure windows.
- Run a practical combined‑stress mini‑protocol Combine localized compression cycles (to simulate palms/feet), defined rub counts (dry and wet), and 50–100 standardized wet‑clean cycles using a pH‑neutral cleaner. Use Martindale or equivalent abrasion setups for repeatability and document with photos at each checkpoint. For a concise reference on Martindale abrasion as a wear simulation tool (for textiles/coatings), see an overview of ASTM D4966 in performance guides like ACT’s: Martindale abrasion context.
- Align cure validation and edge handling For screen: record dwell, temperature, and post‑cure checks (simple stretch‑and‑fold inspections can catch under‑cure). For heat transfer: verify surface prep, heat/pressure/time, and post‑heat edges. Graphics bulletins for flexible films underscore these details (e.g., the Avery Dennison note cited above).
- Document cleaning guidance for end users Spell out pH‑neutral cleaning, gentle wiping, and realistic expectations. If your use case demands harsher disinfectants, validate them on production‑equivalent samples before launch.
WellfitSource is our product. As an OEM/ODM manufacturer, a neutral way to support buyers is to publish a one-page print wear policy and a short mini-protocol report with photos.The point isn’t to promise “unfading” prints — it’s to give procurement a shared yardstick for expectations, approvals, and reorders.
None of these steps eliminate wear. They reduce surprises, align expectations, and keep six-month complaints from becoming twelve-month brand damage.
If you want a quick starting point, use the mini-protocol + photo checkpoints above, then align your FAQ and product page language to the same “acceptable wear band.”
FAQ
Q1: Why does yoga mat printing start fading even when the mat itself is still usable?
A: Because the print film’s visual life is often shorter than the substrate’s structural life. Compression, rubbing, and wet cleaning wear the print faster than they degrade the foam or rubber underneath.
Q2: Is printing durability mainly a material issue or a printing issue?
A: Both. Most complaints trace to a mismatch between method × substrate × use intensity — for example, a rigid film on an elastic surface used in a studio and cleaned daily.
Q3: Can better ink alone solve long‑term durability problems?
A: Not by itself. Ink chemistry, cure, substrate prep, artwork geometry, and cleaning patterns all interact. You need elongation, bond, and wet‑rub resilience to line up.
Q4: How long should printing realistically last on a yoga mat?
A: It depends on use and cleaning frequency, not just production test results. Home use typically looks fresher longer; studio use brings acceptable fade/edge changes sooner. Define the acceptable appearance band up front.
Q5: Should buyers avoid printed yoga mats for commercial use?
A: Not necessarily. Clarify acceptable wear boundaries, choose compatible constructions, and document care. If “like‑new graphics” are mandatory in studios, reconsider the print method or reduce high‑stress artwork.
If your customers use mats daily and clean them often, printing durability should be discussed before production — not after complaints.